


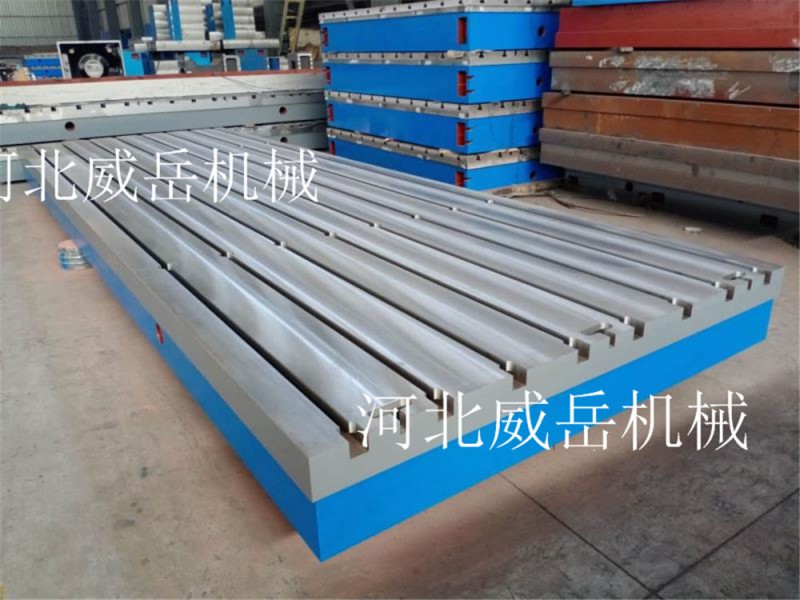
T型槽焊接平台是应用于动力机械设备的装配、调试、焊接、铆焊用的基准还可以固定机械设备而用的,因此需要专业的生产铸铁焊接平台厂家来生产和销售,才能把控产品真正的质量和价值!
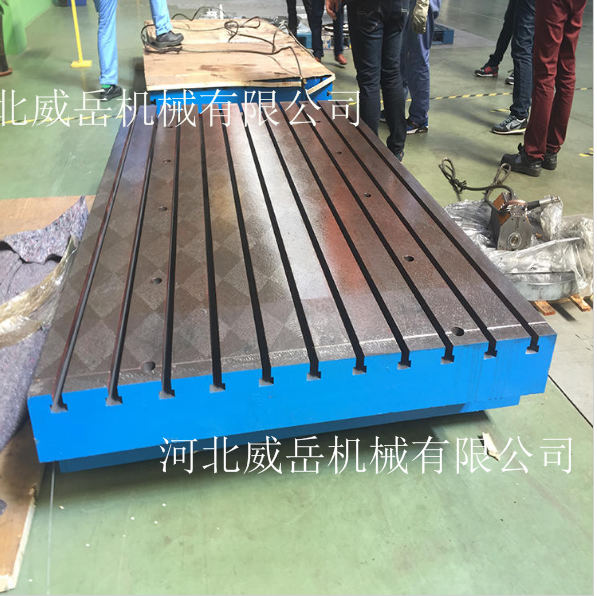
">T型槽焊接平台铸件表面出现的气孔因为其成因不同,又可以分为两大类:T型槽焊接平台及铸铁件中的铁液与铸型之间或铁液内部发生化学反应所产生的气孔,称为反应性气孔,它们常分布在铸铁T型槽平台或铸铁件表面皮下 1~3mm 处,所以通称皮下气孔
皮下气孔的形成于铁液 - 铸型界面处的化学反应有关。在高温铁液作用下,铸型中的水分被蒸发,粘土中的结晶水分解,产生大量水蒸气。一般认为,皮下气孔主要是铸铁焊接平台中的铁液 - 铸型界面上的化学反应析出气体过程中产生的。经镁处理的球墨铸铁铁液浇入铸型后,更易与型中水蒸气产生皮下气孔。
那么又有什么方法可以防止铸铁焊接平台及铸铁件析出性气孔呢?
防止T型槽焊接平台及铸铁件析出性气孔的方法根本的是减少铁液的吸气量,其次是将它含有的气体排出或阻止气体析出。如废钢应经清理滚筒除锈;焦炭、铁料应在露天堆放;炉衬、浇注工具充分烘干;孕育剂应烘烤后加入;提高浇注温度;提高铸铁焊接平台及铸铁件的冷却速度等。
通过以上解析,不难得出以下结论:不论哪种形式的气孔的产生形成与铸铁焊接平台工作面上,都是越来越不被认可的铸造缺陷。通过技术工作人员参照铸造理论依据,同时结合二十多年的实战经验,不断创新提高,从更大程度上避免气孔的形成,从而提高铸铁焊接平台铸件质量,势必成为铸造行业的生产和销售的主流。
现如今T型槽焊接平台已然成为行业关注焦点,自然高质量的铸件到成品肯定更将成为企业的重中之重,所以,对铸件工作面不得有气孔的约束限制也越来越严格。
目前,国内针对 ">铸铁平台铸件的缺陷有以下方式,第一是氩弧焊,该方法主要是针对精密铸钢铸铁件、铝合金压铸件等,焊补效率高,精度较电焊机高。第二是电焊机,该方法主要针对铸钢铸铁等铸件,它能修复较大的缺陷,效率较高。这两种方法都有各自的缺陷,有的解决方法还会产生二次缺陷等,因此从目前来看,还无法完全消除铸件上的缺陷,也只能针对具体问题具体解决。
出现上述问题也与我国铸铁平台生产的工艺水平不高、所采用的铸造设备性能不高等因素有关,随着我国铸造业工艺水平的提升和铸造设备性能的提高,相信未来这种硬伤会得到很好的解决,最起码不会成为困扰铸造企业的大难题。
咨询服务热线400-7659868 0317-2081839 0317-2081836
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 孙女士13231722614 竭诚为您服务!